
¿Qué es un pull stud, retention stud o perno de retención?
Definición y función en portaherramientas CNC
Un pull stud, también conocido como retention stud, retention knob, tirante o perno de retención, es un componente de acero de alta resistencia que se instala en la parte cónica del portaherramientas.
Su función es permitir que el mecanismo de retención del husillo (drawbar) sujete el portaherramientas dentro del husillo de la máquina CNC, garantizando un acoplamiento seguro durante el mecanizado.
Este elemento también permite el funcionamiento del ATC (Automatic Tool Changer), el sistema que realiza el cambio automático de herramientas en centros de maquinado.
Sin el pull stud, el husillo no podría sujetar el portaherramientas ni realizar cambios automáticos de herramienta.

¿Para qué sirve un pull stud en el maquinado CNC?
Importancia del perno de retención en la estabilidad del sistema
El pull stud es un componente crítico en el sistema de sujeción de herramientas. Al ser el punto de contacto entre el portaherramientas y el mecanismo de retención del husillo, su precisión y calidad influyen directamente en la estabilidad del montaje. Una desviación mínima en esta pieza puede generar desalineaciones significativas en la herramienta de corte y, por ende, afectar el proceso de maquinado.
Una pequeña variación en la geometría del pull stud puede provocar:
- desalineación de la herramienta
- vibraciones durante el corte
- desgaste prematuro del husillo
- liberación accidental del portaherramientas







Cómo saber si un pull stud es compatible con tu máquina CNC
Compatibilidad entre CAT, BT, DIN y fabricantes
Los pull studs no son universales, incluso cuando el cono del portaherramientas parece ser el mismo.
Por ejemplo, una máquina con husillo CAT50 puede requerir un modelo específico de pull stud definido por el fabricante del husillo. Además, algunos pull studs también están diseñados para trabajar con refrigerante a través del husillo (through-spindle coolant), mientras que otros son versiones estándar.
Una vez identificada la medida, profundidad de rosca, geometría y norma, se debe buscar un proveedor especializado. Lo más recomendable es consultar el plano técnico del fabricante de la máquina o del husillo antes de seleccionar el perno de retención.
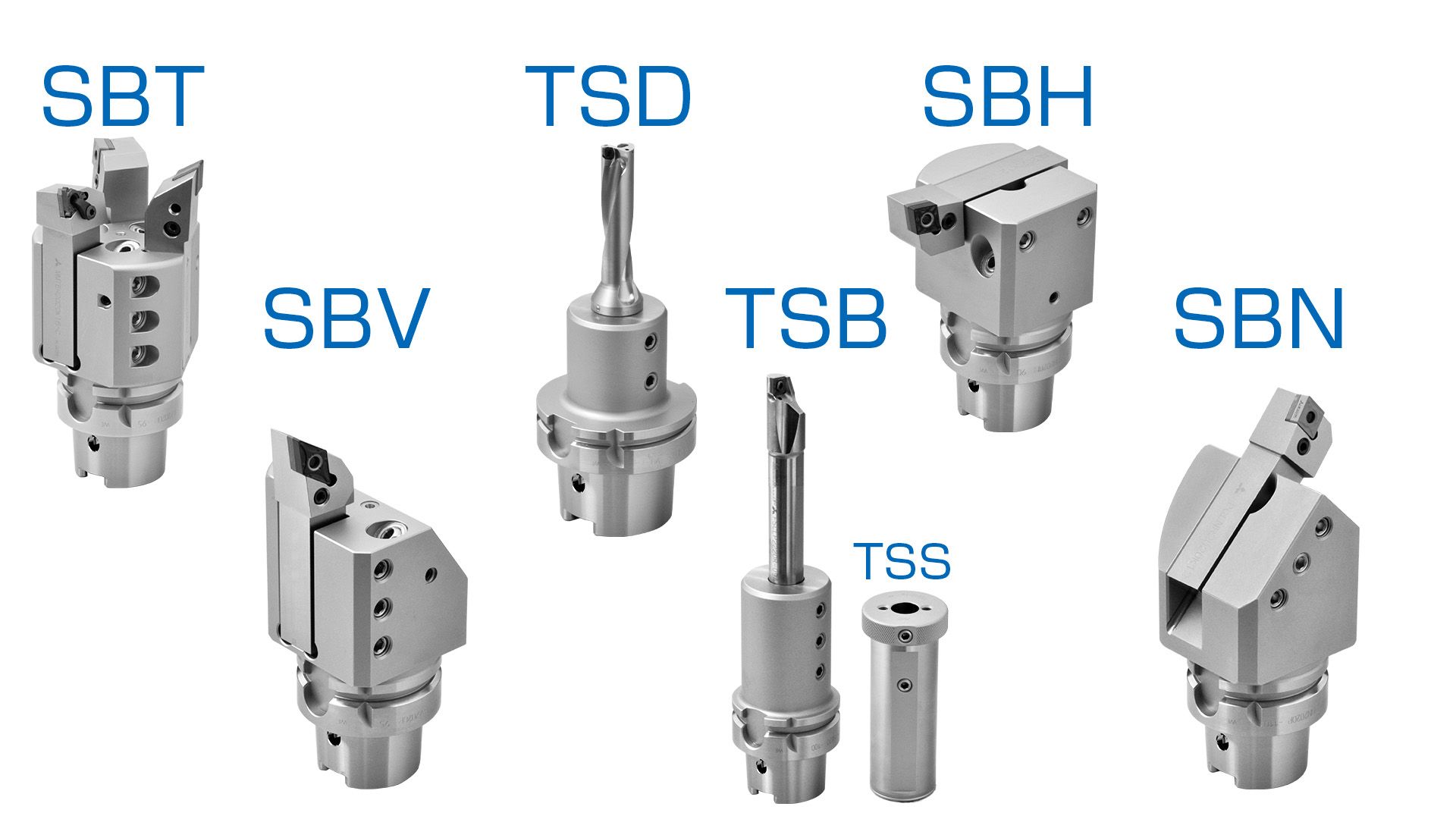
En NT TOOL fabricamos pull studs de alta precisión compatibles con múltiples fabricantes de máquinas CNC, incluyendo:
Puedes consultar las especificaciones técnicas en el siguiente catálogo
Normas que regulan los pull studs
MAS-1, MAS-2, JIS, ISO y ASME
Los pull studs están regulados por diversas normas internacionales que definen sus dimensiones y geometrías.
Entre las principales normas se encuentran:
MAS 403 (Machine Tool Accessory Standard)
Norma japonesa que define las especificaciones para portaherramientas BT y sus componentes asociados.
MAS-1 y MAS-2
Clasificaciones derivadas de MAS 403 que especifican diferentes geometrías de pull stud utilizadas en sistemas BT.
JIS B 6339
Estándar industrial japonés que regula portaherramientas para centros de maquinado.
ISO 7388-3
Norma internacional que establece dimensiones para sistemas de portaherramientas 7/24, incluyendo CAT y BT.
ASME B5.50
Estándar utilizado principalmente en Norteamérica para portaherramientas y retention knobs en centros de maquinado con ATC.
Cada una de estas normas define:
- geometría del cuello
- diámetro de contacto
- longitud total
- posición del punto de agarre del drawbar
Por lo tanto, no existe una norma “mejor”, sino una correcta según el diseño del husillo.
Diferencias entre pull studs en sistemas BT, CAT y HSK
Por qué los portaherramientas HSK no utilizan pull stud
Los sistemas BT y CAT, basados en conos 7/24, requieren un pull stud para que el husillo pueda sujetar el portaherramientas.
En estos sistemas, el drawbar del husillo tira del pull stud para mantener el portaherramientas firmemente asentado en el cono.
En contraste, los sistemas HSK (Hohl-Schaft-Kegel) utilizan un mecanismo de sujeción completamente distinto.
El acoplamiento en HSK se realiza mediante:
- expansión elástica del husillo
- contacto simultáneo entre cono y cara frontal
Debido a este diseño, los portaherramientas HSK no utilizan pull stud externo.
Cómo instalar correctamente un pull stud
recomendaciones de instalación
El pull stud se instala en la parte posterior del portaherramientas mediante rosca.
Para garantizar una instalación segura se recomienda:
- Limpiar la rosca del portaherramientas
- Aplicar el par de apriete especificado por el fabricante
- Utilizar un torquímetro calibrado
- Verificar que no exista desgaste en el cuello del pull stud
Un torque incorrecto puede causar:
- aflojamiento durante el mecanizado
- deformación de la rosca
- daños en el husillo
Dónde comprar pull studs para CNC
Proveedores y fabricantes especializados
Es recomendable adquirir pull studs únicamente de fabricantes especializados en portaherramientas CNC, ya que estos componentes están sometidos a grandes fuerzas de retención.
Un pull stud de baja calidad puede provocar:
- expulsión del portaherramientas durante el corte
- daños en el husillo
- fallas en el sistema ATC
En NT TOOL México contamos con pull studs de alta precisión fabricados en Japón, disponibles en stock en León, Guanajuato, con envíos a toda la República Mexicana y Latinoamérica.




{kind=link}
{kind=link}
{kind=link}
{kind=link}